 English
English Français
Français Deutsch
Deutsch euskara
euskara Русский язык
Русский язык Italiano
Italiano Português
Português Nederlands
Nederlands Polski
Polski Greek
Greek Lietuva
Lietuva Türkçe
Türkçe 日本語
日本語 한어
한어 中文
中文 தாமில்
தாமில் فارسی
فارسی हिंदी
हिंदी Tiếng Việt
Tiếng Việt ภาษาไทย
ภาษาไทย Pilipino
Pilipino Indonesia
Indonesia தாமில்
தாமில்




Laser cleaning of metal pickling alternative advantages
Pickling plate (Pickling plate) is a high-quality hot-rolled sheet as raw material, after the pickling unit to remove the oxide layer, cutting edge, finishing, surface quality and use of requirements (mainly cold forming or stamping performance) between the hot-rolled plate and cold-rolled plate between the intermediate products, in order to ensure that the surface quality of the use of the requirements of the premise, so that the user to reduce the cost of procurement effectively.
The advantages of pickled plate mainly lie in:
1. Good surface quality, as the hot rolled pickled plate removes the surface iron oxide, improving the surface quality of steel, easy to weld, oil and paint.
2. High dimensional accuracy, after levelling, can make certain changes in the plate shape, thus reducing the unevenness of the deviation.
3. Improved surface finish and enhanced appearance.

Pickling plate has a wide range of applications
It can be said that pickled plate is a cost-effective product between cold rolled plate and hot rolled plate. It has a wide range of applications in automotive industry, machinery industry, light industry home appliances and various shapes of stamping parts, such as beams, sub beams, rims, spokes, carriage plates, fans, chemical oil drums, welded pipes, electrical cabinets, fences, iron ladders and so on. It has a broad market prospect.
Below we will introduce the technical process of pickling process and the alternative advantages of laser cleaning.
First. Metal pickling process
1 Principle of pickling:
Is the use of acid solution to remove the oxide skin and rust on the surface of steel and iron a surface process, usually with the pre-film. Generally immersed in a chemical agent solution such as sulfuric acid, etc., to remove oxides and other films on the surface of the metal, electroplating, enamelling, rolling and other processes of pre-treatment or intermediate treatment. It is also known as wet cleaning.
Acid cleaning process mainly has impregnation pickling method, spray pickling method and acid paste descaling method.
The acids used are mostly sulfuric acid, hydrochloric acid, phosphoric acid, nitric acid, chromic acid, hydrofluoric acid and mixed acids.
2 Process flow:
Metal parts hanging → chemical degreasing (conventional alkaline chemical degreasing or surfactant degreasing) → hot water washing → running water washing → the first step of pickling → running water washing → the second step of pickling → running water washing → transferring to the next process (eg: chemical colouring → recycling → running water washing → hardening → running water washing → closure treatment → running water washing → drying → finished products)
3 Common defects:
Iron oxide indentation: iron oxide indentation is a surface defect formed during the hot rolling rolling process. After pickling, it is often black dots, long stripes pressed in, the surface is rough, generally feel, and sporadic or dense appearances. Often because of the pickling of the heating process, descaling process, rolling process and other imperfections lead to.
Oxygen spot (surface landscape painting): refers to the hot coil surface iron oxide wash off, leaving a point, line or pit-like shape, the essence of the hot rolled strip surface iron oxide is not removed, the subsequent rolling is pressed into the substrate, in the pickling after highlighting. There is a certain effect on the appearance, but does not affect the use of performance.
Yellow spots: yellow spots appear on the surface of local or whole plate, which can not be covered after applying oil, affecting the appearance of product quality. Mainly because just out of the pickling tank of the strip steel surface activity is high, rinsing water failed to play a normal role in rinsing the strip, rinsing tank jet beams and nozzles clogged, the angle is not right.
Under pickling: the surface of the strip has local iron oxide removal is not clean, not enough, the plate surface is grey-black, fish scale or transverse water ripple-like stains. It is related to the process of acid, mainly because the concentration of acid is not enough, the temperature is not high, the strip running speed is too fast, and the strip can not be immersed in the acid.
Over pickling: the strip steel plate surface tends to be dark black or brownish black, showing block, slice black spot or yellow spot, the plate surface is generally rough. The reason is opposite to under pickling.

Iron oxide pressed in due to improper pickling process
4 Environmental pollution:
The main pollutants of the production process are the cleaning wastewater produced by the water washing process at all levels, the dust produced by the sand blasting process, the hydrogen chloride acid mist produced by the pickling process, as well as the waste tank liquid, waste slag, waste cartridge, raw material empty drums and packaging waste produced by the pickling, rinsing, phosphating, neutralisation and rust prevention processes. The main pollutants are HCl, pH, SS, COD, BOD, ammonia nitrogen, petroleum and so on.
Second, laser cleaning process
1 Cleaning principle:
With laser energy to penetrate the surface of the object, 100 femtoseconds or so in the material of the electronic absorption of energy vibration in the material surface plasma; 7-10 picoseconds after the electronic energy transfer to the lattice so that the lattice began to vibrate in the 10 picoseconds after the object began to produce a macroscopic temperature, the laser irradiation of the local material began to heat up, melting, vapour, so as to achieve the purpose of cleaning.
2 Cleaning process and effect:
The laser cleaning process is extremely simple compared to the acid cleaning method, no pretreatment is required, and the cleaning work of removing oil, removing oxidised layer and removing rust can be carried out at the same time. Simply turn on the equipment out of the light, and then clean.
Laser cleaning can reach the highest industrial cleaning grade of Sa3; there is almost no damage to the hardness and hydrophilicity of the material surface. It is more thorough than acid cleaning.
Third, the comparative advantages of laser cleaning
1 Process flow and operational requirements:
Compared with the acid cleaning method of up to a dozen process flow, laser cleaning to achieve the most simplified process, basically one step. Greatly shorten the cleaning time and material loss.
Pickling method has strict requirements on the operation process: the workpiece must be thoroughly degreased to ensure the quality of rust removal; control of the concentration of pickling solution, so as not to cause corrosion of the workpiece acid concentration is too high; according to process specifications to control the temperature, so as not to cause corrosion of the workpiece and the equipment; pickling tanks gradually deposition of sludge, siltation of the heating pipe and other control devices need to be periodically removed; in addition to the other things that need to pay attention to the acid pickling time, injection pressure In addition, need to pay attention to the acid cleaning time, spray pressure, operation sputtering, exhaust equipment and so on.
Laser cleaning in the pre-set parameters can be achieved after the foolproof operation or even automated unmanned operation.
2 Cleaning effect and environmental pollution:
Laser cleaning in addition to stronger cleaning effect, there is an advantage of greater tolerance:
Acid cleaning method often occurs due to errors in the operation of the oxygen spot yellow spot, red and black, etc., the scrap rate is high.
SintecOptronics experiments have proved that laser cleaning, even if oversaturated cleaning still has a strong metal luster, and does not produce hydroxide and other pollutants, on the next step of welding and other processing methods will not have an impact.
The laser cleaning process does not produce environmental pollution such as waste liquid and slag, which is the greenest cleaning method.
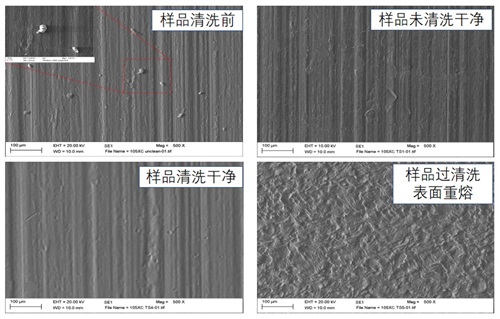
SintecOptronics over-cleaning experimental effect schematic
3 Unit cost and conversion cost
Acid cleaning requires chemicals as consumables, so the unit cost consists of equipment depreciation + consumable costs;
Laser cleaning does not require consumables other than the purchase of equipment. Unit cost is the depreciation of equipment;
Therefore, the larger the scale of cleaning and the longer the years, the lower the unit cost of laser cleaning.
The composition of the pickling production line requires a complex process, the ratio of pickling agent for different metal materials is not the same, so the conversion of the production line will require a large conversion costs, the short-term cleaning of a single metal material, can not be flexible changes.
Laser cleaning there is no conversion costs: the same cleaning machine to switch the software parameters can be achieved one minute cleaning steel, the next minute cleaning aluminium alloy effect. Convenient for enterprises to implement JIT flexible production.

Flexible switching of cleaning lines for laser cleaning
4 National Policy and EIA Audit
With China's "carbon peak, carbon neutral" policy in the past two years, the introduction of relevant documents, the requirements of structural transformation and upgrading of the manufacturing industry is becoming more and more stringent, and environmental protection is becoming more and more important. The EIA report of pickling production line is also becoming more and more strict, and the profit margin of related enterprises is getting thinner and thinner. In turn, the support for high-tech increased. The overall environment is more favourable to laser cleaning.
Pickling plate has a wide and deep application in China's manufacturing production, and plays a positive role in China's industrial support. However, with the upgrading of China's manufacturing industry, capacity optimisation and structural adjustment is also slowly taking place.
Perhaps in the next decade, pickling plate will have a new name - radical cleaning plate.
