 English
English Français
Français Deutsch
Deutsch euskara
euskara Русский язык
Русский язык Italiano
Italiano Português
Português Nederlands
Nederlands Polski
Polski Greek
Greek Lietuva
Lietuva Türkçe
Türkçe 日本語
日本語 한어
한어 中文
中文 தாமில்
தாமில் فارسی
فارسی हिंदी
हिंदी Tiếng Việt
Tiếng Việt ภาษาไทย
ภาษาไทย Pilipino
Pilipino Indonesia
Indonesia தாமில்
தாமில்




Laser perforation in one article Understanding the two perforation modes in a second
Laser cutting is to irradiate a laser beam onto the material to be cut, causing the material to heat up and melt and vaporize, and blowing away the melt with high-pressure gas to form a hole, and then the beam moves over the material, with the holes continuously forming a slit.
General thermal cutting technology, except for a few cases can start from the edge of the plate, most to be in the plate through a small hole, and then start cutting from the small hole.
Laser perforation principle
The basic principle of laser perforation is: when a certain energy of the laser beam irradiation on the surface of the metal plate, in addition to a part of the reflected, the energy absorbed by the metal to make the metal melt to form a molten pool of metal. The molten metal relative to the absorption rate of the metal surface increases, that is, more energy can be absorbed to accelerate the melting of the metal. At this time, appropriate control of energy and air pressure can remove the molten metal in the molten pool, and continue to deepen the molten pool until the penetration of the metal.
In practice, perforation is usually divided into two ways: pulse perforation and blast perforation.

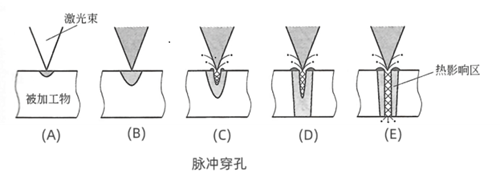
Pulsed perforation
The principle of pulsed perforation is to irradiate the plate to be cut with a high peak power, low duty cycle pulsed laser, causing a small amount of material to melt or vaporize and be discharged from the perforated aperture under the combined effect of continuous striking and auxiliary gases, and progressively until the plate is penetrated.
The duration of laser irradiation is intermittent and the average energy used is low, so that relatively little heat is absorbed by the whole of the material being processed. There is less residual heat influence around the perforation and less residue remains at the perforation site. The perforated holes are also more regular and smaller in size, and have no effect on the start of the cutting process.
The process is shown in the figure below: after the laser beam irradiation to the processed material, the first will heat the material surface, as shown in (A); with the heating gradually deeper to play the role of perforation, that is, (B) ~ (C) ~ (D), until the last (E) shown in the penetration. The whole perforation process is not completed at once, but many times continuously and gradually, gradually deeper, until penetration. As a result, the method takes a relatively long time to perforate; however, the holes obtained are smaller and have less thermal influence on the surrounding area.
Blast Piercing
The principle of blast piercing: a certain energy of continuous wave laser beam irradiation in the processed object, so that a large amount of energy absorption and melt, forming a pit, and then by the auxiliary gas will be removed from the molten material to form a hole, to achieve the purpose of rapid penetration.
Due to the continuous irradiation of laser, the hole diameter of the blast perforation is larger and the splash is more powerful, which is not applicable to the cutting with higher precision requirements.
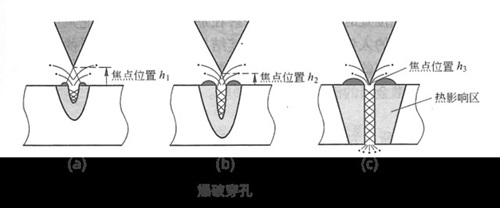
The process is shown in the diagram above: the focal point is set higher than the surface of the material and the diameter of the perforation is increased to allow for rapid heating. Although this method of piercing produces a large amount of molten metal that is sputtered onto the surface of the material, the piercing time can be greatly reduced.
The actual results of the two types of piercing are shown in the graph below. In most cases, pulse piercing is superior to blast piercing.

